Automatic green sand control GSC
Green sand control in foundry has always been one of the main goals to be achieved in order to obtain good quality productions and to minimize scraps. So far, sand control methods were mainly based on the control of return sand moisture and on the consequent water addition to muller to obtain the desired moisture of prepared sand. There are also control systems which determine the compactability of mulled sand and then determine the quantity of water to be added.
All these systems give a partial answer to the demand of quality sand, in particular of constant quality sand. In fact, they do not allow the automatic control of important parameters such as strength, active bentonite, total bentonite, permeability and automatic addition of additives and new sand.
The automatic bond determinator GSC controls mixer operation and addition of water and additives in order to obtain constant quality sand.
The program uses the following five input data, which are necessary to have a precise measurement of compactability:
1. return sand temperature
2. return sand moisture
3. batch weight
4. required compactability.
5. Required green strenght
The instrument is essentially composed of three distinct units:
Nr. 1 Temperature, weight and moisture detecting system, with thermocouples, load cells and moisture probes.
Return sand temperature is monitored by nine thermocouples, which are installed in groups of three in opposite positions in the batch hopper. In this way, we obtain an accurate measurement of the average temperature of sand.
Return sand moisture is read as a conductive signal. The control unit controls the current supply between two electrodes placed in the mixer hopper. The value of the flow of current in the sand between the two electrodes is proportionate to the quantity of water in the sand. These electrodes are divided into three isolated sections at different depths in the hopper.
The third datum is the batch weight. It is obtained by means of load cells. The PC program is set to stop supply when the preset weight is reached.
Once temperature, moisture and sand weight are determined, the processor calculates the quantity of water necessary. All water is quickly added through a flowmeter at the beginning of the cycle in order to obtain an excellent mixing.
These three data are the main part of the control and are measured before sand enters the mixer. Further data are obtained from the setpoint.
Nr. 1 Automatic lab which takes physical measures of the sand sample taken at the mixer discharge.
The automatic compactability control GSC is designed to take a sand sample at the mixer discharge, compress it and then determine its compactability. All operations are controlled by the GSC program, that provides for one test for every mixing cycle. Compactability data are given by a printer which records all information acquired: the processor sends data to a base module that transfers them to the printer.
Printed data are:
1. date – hour
2. number of test or cycle
3. return sand temperature
4. return sand conductivity
5. desired compactability
6. measured compactability
7. desired water (measured with pulses)
8. batch weight
9. setpoint
10. mixer motor absorption.
At the end of the day, an abstract is printed. It indicates the summary of the day, the number of tests, the number of tests within range, the percentage of tests within range. Such data are followed by a histogram showing the deviation from setpoint.
For every single mixing cycle the following physical chemical parameters are recorded:
compactability, moisture, strength, active bentonite, total bentonite.
Of course, all process parameters are supplied, such as:
incomping sand temperature, number of cycles, mull time, water addition, additives addition, process analysis, calibrations, alarms.
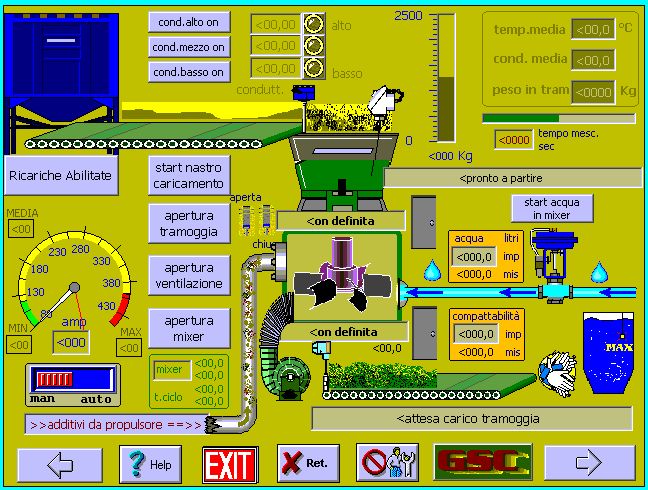
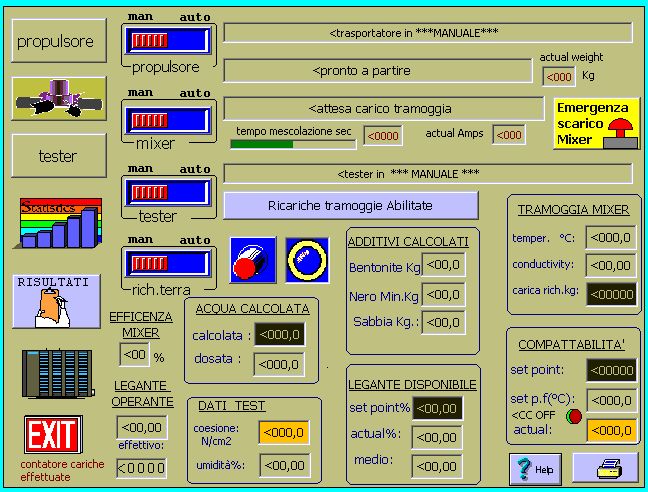
Nr. 1 Processor which processes data acquired and adjusts additions of water and additives to obtain the desired compactability and strength. The PLC is connected to a touch panel, allowing for an immediate and easy display and consultation of production parameters, system performance and alarms.
Results: Thanks to the Automatic bond control GSC and to a constant high quality sand, various advantages are obtained in the production cycle, such as:
reduction of rejects
reduction in the number of broken flasks
improvement of casting “skin”
sand plant operation without supervision
improvement of mixer performances
optimization of the usage of additives
extremely rapid depreciation.
Green sand control in foundry has always been one of the main goals to be achieved in order to obtain good quality productions and to minimize scraps. So far, sand control methods were mainly based on the control of return sand moisture and on the consequent water addition to muller to obtain the desired moisture of prepared sand. There are also control systems which determine the compactability of mulled sand and then determine the quantity of water to be added.
All these systems give a partial answer to the demand of quality sand, in particular of constant quality sand. In fact, they do not allow the automatic control of important parameters such as strength, active bentonite, total bentonite, permeability and automatic addition of additives and new sand.
The automatic bond determinator GSC controls mixer operation and addition of water and additives in order to obtain constant quality sand.
The program uses the following five input data, which are necessary to have a precise measurement of compactability:
1. return sand temperature
2. return sand moisture
3. batch weight
4. required compactability.
5. Required green strenght
The instrument is essentially composed of three distinct units:
Nr. 1 Temperature, weight and moisture detecting system, with thermocouples, load cells and moisture probes.
Return sand temperature is monitored by nine thermocouples, which are installed in groups of three in opposite positions in the batch hopper. In this way, we obtain an accurate measurement of the average temperature of sand.
Return sand moisture is read as a conductive signal. The control unit controls the current supply between two electrodes placed in the mixer hopper. The value of the flow of current in the sand between the two electrodes is proportionate to the quantity of water in the sand. These electrodes are divided into three isolated sections at different depths in the hopper.
The third datum is the batch weight. It is obtained by means of load cells. The PC program is set to stop supply when the preset weight is reached.
Once temperature, moisture and sand weight are determined, the processor calculates the quantity of water necessary. All water is quickly added through a flowmeter at the beginning of the cycle in order to obtain an excellent mixing.
These three data are the main part of the control and are measured before sand enters the mixer. Further data are obtained from the setpoint.
Nr. 1 Automatic lab which takes physical measures of the sand sample taken at the mixer discharge.
The automatic compactability control GSC is designed to take a sand sample at the mixer discharge, compress it and then determine its compactability. All operations are controlled by the GSC program, that provides for one test for every mixing cycle. Compactability data are given by a printer which records all information acquired: the processor sends data to a base module that transfers them to the printer.
Printed data are:
1. date – hour
2. number of test or cycle
3. return sand temperature
4. return sand conductivity
5. desired compactability
6. measured compactability
7. desired water (measured with pulses)
8. batch weight
9. setpoint
10. mixer motor absorption.
At the end of the day, an abstract is printed. It indicates the summary of the day, the number of tests, the number of tests within range, the percentage of tests within range. Such data are followed by a histogram showing the deviation from setpoint.
For every single mixing cycle the following physical chemical parameters are recorded:
compactability, moisture, strength, active bentonite, total bentonite.
Of course, all process parameters are supplied, such as:
incomping sand temperature, number of cycles, mull time, water addition, additives addition, process analysis, calibrations, alarms.
Nr. 1 Processor which processes data acquired and adjusts additions of water and additives to obtain the desired compactability and strength. The PLC is connected to a touch panel, allowing for an immediate and easy display and consultation of production parameters, system performance and alarms.
Results: Thanks to the Automatic bond control GSC and to a constant high quality sand, various advantages are obtained in the production cycle, such as:
reduction of rejects
reduction in the number of broken flasks
improvement of casting “skin”
sand plant operation without supervision
improvement of mixer performances
optimization of the usage of additives
extremely rapid depreciation.